July 13, 2026
Understanding Pasteurizers and the PMO – The Hold Tube
Craig Nelson, CEO
Pasteurized Milk Ordinance PMO
Holding tubes shall be designed to provide for the holding of every particle of the milk and/or milk product for at least the pasteurization time required in the definition of Pasteurization of this Ordinance for the milk and/or milk product and the process used.1

Summary
Hold tubes are a critical part of the design and production of safe products for the public. They are a component of every pasteurizer, evaporator, HTST, UHT, or aseptic system. Specific designs ensure that “every particle” of product leaves the heating section of the pasteurization equipment and flows the uniformly to where the temperature is measured. Then a decision can be made to send the product to storage for further processing or directly into packaging. The volume and flow rate of the hold tube ensures the product is held at the required temperature, for enough time, to follow dairy processing safety standards.
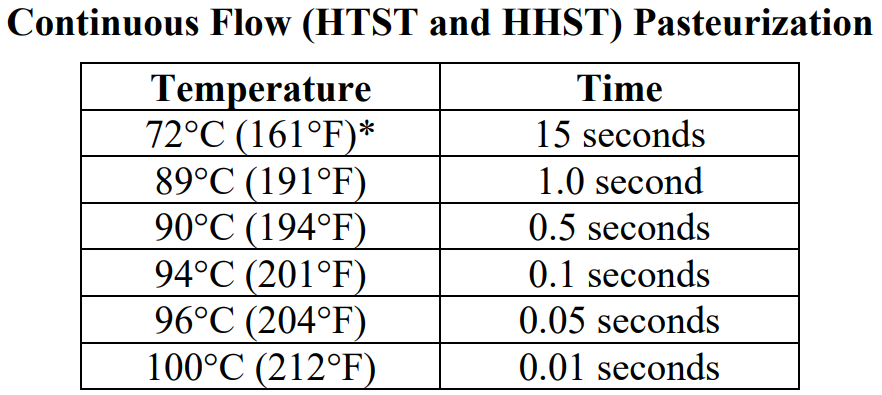
The holding time of the hold tube varies depending on the product being produced and the temperature required. If the product is dairy based, the temperature and time are published in the PMO pasteurization requirements. The PMO takes into consideration product density, which affects how much heat can penetrate every particle. Also notice that in the chart below that hold times reduce exponentially as the temperature rises.
Hold tubes are also used in aseptic product applications. The temperatures will simply be higher and hold tubes may be longer than required to provide an extra kill affect on pathogens. Typically, food products are safe for consumption at a kill rate of 99.99999%. The 0.00001% of contaminants will be rendered harmless for long after the recommended shelf life. However, in the case of aseptic products, a longer hold tube will effectively remove everything.
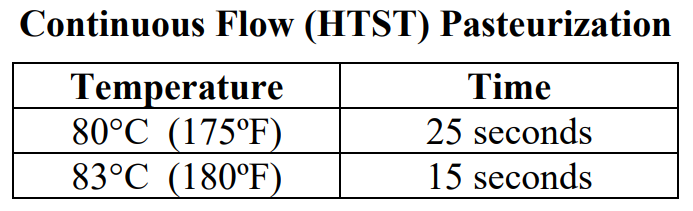
Higher solids products will require higher temperatures and longer hold times. Example of hold tube temperature and times for higher solids dairy products below.
Other products, such as fruit and berry purees or liquid eggs, have very different requirements for hold time design. However, the principle is still the same. The hold tube must furnish a laminar flow of product and hold it at the maximum flow rate for the required time. The hold time and temperature in other products are determined, in many cases, by an outside expert source through laboratory testing. For fruit and berry juices and purees, the Juice HACCP regulations govern who can operate as a Process Authority and how to establish the minimum time and temperature for a safe product.
Designing the Hold Tube
There is guidance to design the hold tube in the PMO. The basics are:
The hold tube physically starts at the outlet of the heating section of the pasteurizer equipment. The hold tube must immediately start an upwards slope of ¼” per foot continuously until it reaches the divert valve, or the first valve in the divert / leak detect valve pair. This is to ensure that in a flow stoppage, like pump failure or power failure, 100% of the product will flow backwards and empty into the balance tank or overflow the balance tank. The looped ends of the hold tube must also slope upwards ¼” per foot.
The diameter of the hold tube piping must allow for laminar flow at the range of flow rates intended. It cannot be too big where the product can tunnel or too small to create turbulence. This would allow for some particles to make it faster through the hold tube than others.
In most pasteurizers, especially with dairy products, a standard test will be performed called the “salt conductivity check”.2 A tri-clamp port needs to be installed in the hold tube, preferably as close to the outlet of the heating section as possible. The “close as possible” statement is because the inspector will measure the hold time from this port to the port of one of the temperature sensors near the divert valve(s).
• It is sometimes misinterpreted that if the salt conductivity injection port starts the timed hold tube volume, then the upward slope and other requirements of the hold tube start at this port. However, that is not the case. The upwards slope must start at the outlet of the heating section to assure drainage backwards.
• I have seen pasteurizers designed where the hold tube begins from the outlet port of the heating section. It traveled up to a ceiling and over to a wall across the room. Then it went vertically back down that wall, lower than the plate and frame. Then they placed the salt injection port and started the upward slope. There is no provision in the PMO to allow this non draining design.
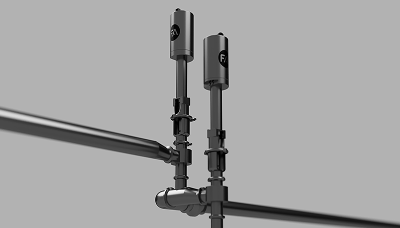
At the end and highest point of the hold tube, there are two valves for Divert and Leak Detect. Two valves are in series simply for redundancy. The first is the primary diversion device, actuating when the temperature is below setpoint or the flow is above or below its respective setpoints. The Leak Detect valve is a secondary diversion device that diverts at the same time as the Divert, guaranteeing that no particle of product makes it to pasteurized piping or storage.
• The Divert and Leak Detect valves need to be valves approved by the FDA. There are listings of the approved valve sets on the FDA website, under the Grade “A” Milk Search (GAMS) System. This list can be found online when searched, with the “M-b” section including the divert and leak detect valves.
• The valves must always be installed as a set.
• In the “M-b” pertaining to the valves, download the “M-b” documentation for your records and for a copy for your state inspection official.
Temperature sensors are at the end of the hold tube, installed just before the divert valve. Compliance rules for the placement and operation of these temperature sensors include:3
• Sensor Location: Both the indicating thermometer and the recording thermometer/controller sensor must be installed at the outlet of the holding tube.
• Distance from FDD: The controller sensor must be located within 18 inches and upstream of the Flow Diversion Device (FDD).
• No Bypass: The system must be designed so that no milk or milk product can bypass the control sensors. No product can be heated, added, or removed between the holding tube and the FDD sensor.
• Temperature Differential: The recording thermometer and indicating thermometer must agree within 1°F. The recording thermometer can never read higher than the indicating thermometer.
• Thermometric Response Time: The controller sensor must have a response time of 5 seconds or less. It must be able to change 12°F within 5 seconds during a water bath test spanning the cut-in temperature.
• Accuracy Standards: The Indicating Thermometer must be accurate to within 0.5°F throughout its scale.

Calculating Volume of the Holding Tube
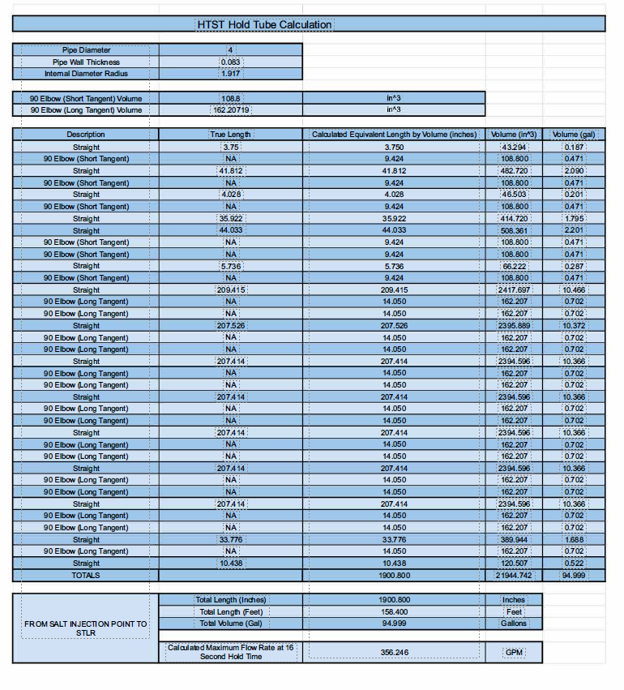
When designing your holding tube, have your math ready and available for the state regulatory official. The dimensions start at the injection port, and at the port of the divert valve. Include the rounded ends. Measure or look up the inside dimension of the tubing.
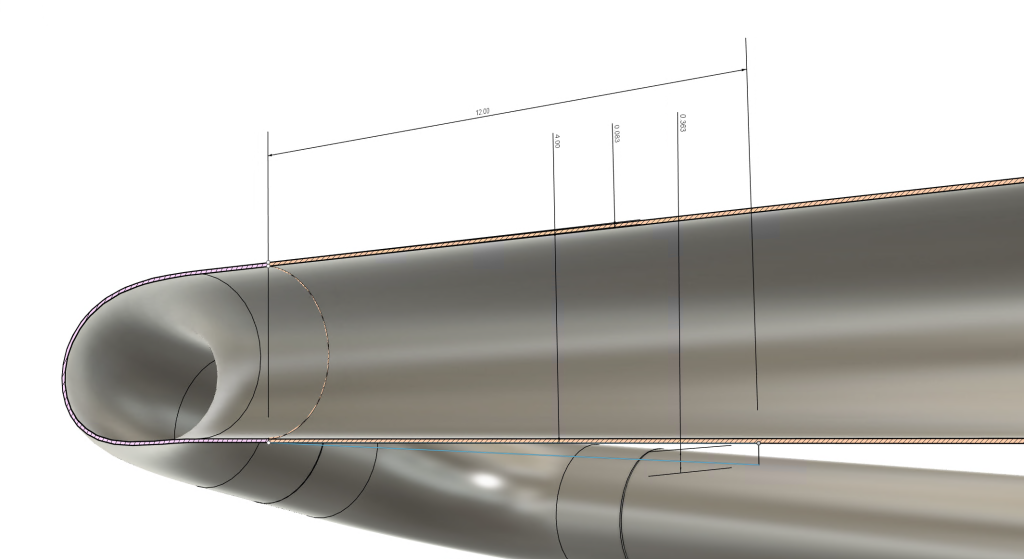
An example of a holding tube volume submittal below in Figure A.
Testing the Hold Tube Volume and Flow
After building a new pasteurizer holding tube or making a modification, it is advised to test the holding tube to assure that your calculations accurately reflect physical reality. You can of course do a salt test, which will be described in a later chapter “Understanding Pasteurizers and the PMO – Piece by Piece, Inspection Tests”. However, a simpler test can be conducted: the bucket test.
Simply get a plastic bucket or 50-gallon barrel. Measure and fill that container with a volume of water to about 25% of the flow rate for smaller pasteurizers, or 50 gallons for a large one. Mark the container at the level of the measured volume.
Start up the pasteurizer on water and bring it into forward flow. Have a hose prepared and hooked to a port on the flow panel or piping routing to the pasteurized storage. This position for the hose should be after the back pressure valve so the pasteurizer can run in stability.
To perform the test, prepare a stopwatch. While the water is running through the hose, swing the hose into the container. Time the fill until it reaches the mark. Use that time to calculate the volume of the hold tube, and compare it to the table in Figure A.
• These procedures directly mirror the test procedures from the Pasteurized Milk Ordinance (PMO). They will apply to the procedures for Grade A pasteurizers where a regulatory agency will independently test these sensors as part of a formal inspection, certification, or licensing qualification. These procedures will also be applied to fruit, juice, other pasteurizers, or HACCP heat treatment equipment.
Conclusion
The holding tube and the divert and leak detect valve are referenced in various areas of the Pasteurized Milk Ordinance (PMO). They also apply to other products that are pasteurized, including fruit, berry, and vegetable purees, beverages, egg products, nutritional supplements, and even some cosmetics.
Always follow the regulatory requirements of the design, keep your calculations, and test your finished holding tube. Your start up with the regulatory officials will be smooth.